Nghiên cứu khả năng tách kim loại Fe, Ni, V, Ca và Na gây ngộ độc xúc tác FCC ngay từ giai đoạn khử muối của dầu thô
Tóm tắt
Dầu thô chứa một lượng nhỏ hàm lượng các kim loại Ni, Fe, Ca và V thường tồn tại dưới dạng hòa tan với dầu. Các kim loại này tích tụ trong cặn chưng cất khí quyển, nguyên liệu cho phân xưởng RFCC. Trong quá trình cracking, các kim loại tích tụ trên xúc tác FCC gây ngộ độc xúc tác, làm giảm hoạt tính và thay đổi tính chất hóa lý của nhiên liệu. Bài báo này giới thiệu hiệu quả của việc loại bỏ các kim loại Fe, Ni, Ca và V từ dầu thô bằng phương pháp chiết với các hệ chelate diacid hữu cơ và hydroxy acid. Kết quả từ phương pháp quang phổ hấp thụ nguyên tử (AAS) chỉ ra hỗn hợp acid lactic, acid oxalic và acid citric có hiệu quả trong việc loại bỏ 3,91ppm Fe, 6,42ppm Ni, 23,85ppm Cavà 25,87ppm Na. Ngoài ra, kết quả từ phương pháp cảm ứng plasma (ICP) chỉ ra sự loại bỏ Ni, V, Fe, Ca và Na so với mẫu dầu ban đầu đạt lần lượt là 46%, 51%, 66%, 85% và 78%.
Từ khóa: Chelate, dầu thô, tách kim loại.
1. Tổng quan
Do sự thiếu hụt dầu thô Bạch Hổ, Nhà máy Lọc dầu Dung Quất đang và sẽ sử dụng nguyên liệu pha trộn từ một số loại dầu trong nước hoặc dầu thô nhập khẩu và trong tương lai có thể phải chế biến loại nguyên liệu khác để thay thế dầu Bạch Hổ. Với sự sụt giảm về sản lượng khai thác mỏ Bạch Hổ, cơ cấu dầu thô hiện tại đã được phối trộn thêm các dầu nội địa khác (Rồng, Tê Giác Trắng...) và 20 - 30% dầu thô nhập khẩu làm thay đổi đáng kể tính chất dầu thô nguyên liệu và với xu hướng nguyên liệu ngày càng xấu đi (so với dầu Bạch Hổ) sẽ gây ảnh hưởng bất lợi cho phân xưởng cracking xúc tác. Tại phân xưởng cracking diễn ra phản ứng cracking ở nhiệt độ 500 - 550oC có chọn lọc để ưu tiên các sản phẩm lỏng trong thời gian rất ngắn (chỉ vài giây), song đủ để làm xúc tác bị mất hoạt tính do cốc che phủ bề mặt xúc tác. Đồng thời, xúc tác cũng chịu một số quá trình tác động làm giảm hoạt tính và thay đổi tính chất hóa lý như nhiễm độc kim loại Fe, Ni, Ca, V… từ nguyên liệu [1]. Các kim loại, chủ yếu là Fe, Ni, Ca, V tích tụ trên bề mặt xúc tác trong quá trình cracking dẫn đến xúc tác bị giảm hoạt tính và độ chọn lọc, sản phẩm lỏng giảm, hàm lượng cốc tăng cao dẫn đến tắc nghẽn mao quản nhỏ làm hạn chế việc khuếch tán các phân tử hydrocarbon nặng hơn vào chất xúc tác FCC. Các kim loại Ca, Na làm giảm tính chất acid của xúc tác. Xúc tác FCC sau khi không còn đảm bảo hoạt tính thu xăng trong nhà máy lọc dầu thì được thải ra ngoài thành các chất thải.
Đa số các nghiên cứu hiện nay đều tập trung vào ảnh hưởng của Ni cũng như V, trong khi ảnh hưởng của Fe và Ca chưa được nghiên cứu nhiều. Theo nghiên cứu trước đây của nhóm tác giả, hàm lượng lắng đọng của Fe trên xúc tác thải có thể đạt 2 - 3% khối lượng. Thực tế cho thấy, Fe hiện diện trong xúc tác cân bằng (E-cat) có một số ảnh hưởng xấu đến hoạt động của phân xưởng FCC như: giảm hoạt tính xúc tác, giảm khả năng cracking phân đoạn nặng dẫn đến giảm hiệu suất xăng và LCO, tăng hiệu suất hydro và khí khô, giảm trị số octane trong xăng, giảm tỷ trọng biểu kiến của xúc tác cân bằng, giảm khả năng xâm nhập các phân tử lớn vào xúc tác, khả năng tuần hoàn xúc tác kém và chênh áp không đều tại van trượt, giảm hàm lượng tro trong dầu cặn và tăng lượng SOx trong khói thải.
Do vậy, sự giảm hàm lượng Fe, Ni, Ca, V trong dầu thô nguyên liệu và cặn chưng cất khí quyển cung cấp cho phân xưởng RFCC là một trong những yếu tố quyết định sự ổn định vận hành cho phân xưởng và giảm chi phí tiêu thụ xúc tác.
Căn cứ thực trạng hiện tại, việc nghiên cứu các vấn đề liên quan đến ảnh hưởng của các kim loại Fe, Ni, Ca, V và Na đến hoạt động phân xưởng RFCC là việc cần thiết. Vì vậy việc giảm hàm lượng các kim loại này trong nguyên liệu sẽ làm giảm lượng tiêu thụ xúc tác hàng ngày, giúp giảm chi phí đáng kể cho nhà máy và nâng cao hiệu quả sản xuất kinh doanh. Lượng kim loại trong dầu thô thường nằm trong khoảng vài trăm ppm hoặc hơn 1000ppm. Các kim loại Fe, Ni, Ca, V và Na thường kết hợp với acid naphthenic ở dạng muối và dạng các hợp chất cơ kim giữa kim loại với porphyrin [2].
Khi dầu thô chứa các kim loại Fe, Ni, V, chúng có xu hướng tích tụ trong phần cặn và trong quá trình cracking, các kim loại tích lũy trên xúc tác. Sự tích tụ của các kim loại chuyển tiếp trên các hạt xúc tác có khả năng thúc đẩy các phản ứng đề hydrogen trong các quá trình cracking và kết quả là tăng lượng cốc, các khí nhẹ, tăng olefin và giảm thành phần xăng. V và Ni tích tụ trên các hạt xúc tác có thể làm thay đổi cấu trúc xúc tác. Trong khi đó Fe gây ảnh hưởng mạnh đến chu trình xúc tác, Fe nhanh chóng lắng đọng trên các mao quản của xúc tác và thể tích bên trong giữa các hạt xúc tác, dẫn tới ngăn cản quá trình chuyển hóa hydrocarbon nặng vào chất xúc tác FCC. Ngoài ra, Fe, Ni và V có thể làm thay đổi cấu trúc của hợp phần zeolite Y hoặc tạo các hợp chất với nhôm trong pha nền dẫn tới làm thay đổi tính chất của xúc tác.
Kim loại nặng trong dầu thô thường tồn tại dưới hai dạng kết hợp [2]:
- Zn, Ti, Ca, Mg thường tồn tại trong dạng kết hợp với acid naphthenic ở dạng muối;
- V, Cu, Ni và một phần Fe tồn tại dưới dạng các hợp chất porphyrin hòa tan trong dầu.
Tiền xử lý của cặn dầu với dung dịch H2SO4 đã được dùng thương mại hóa từ nhiều năm trước. Mục đích của xử lý này là loại bỏ S, N, kim loại và các dạng hợp chất hydrocarbon khác nhằm tăng chất lượng của nguyên liệu. Tuy nhiên, khi chiết bằng dung dịch H2SO4, có lượng nhỏ acid bị khử về dạng lưu huỳnh dioxide, chúng có khả năng tương tác với các hydrocarbon không no để tạo thành các sản phẩm phụ như: sunfones, polysunfones... Vì vậy, dùng acid sulfuric như một tác nhân loại bỏ các kim loại nặng có nhiều bất lợi.
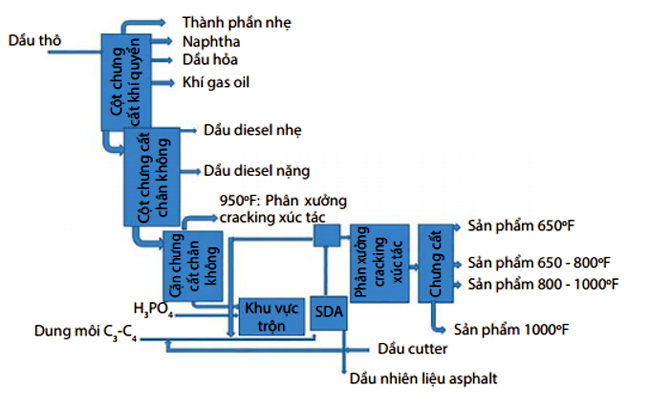 |
Hình 1 thể hiện mô hình chiết kim loại theo sáng chế của Penny K.Eidem bằng dung dịch H3PO4 [3].
Trong mô hình của P.K.Eidem, phần cặn chân không chứa các kim loại gây ngộ độc được đưa vào quá trình tách kim loại bằng dung dịch H3PO4 trong thời gian 2 giờ ở nhiệt độ 260oC.
Kết quả nghiên cứu của S.G.Kukes et al [4] cho thấy hợp chất phosphor rất hiệu quả trong việc loại bỏ V từ dầu nặng nhưng không có hiệu quả tách Ni.
Welter et al dùng phương pháp điện hóa để loại bỏ các kim loại nặng [5]. Hui Shang nghiên cứu sử dụng sóng cực ngắn trong hỗ trợ loại bỏ kim loại V và Ni khỏi hỗn hợp dầu [6].
Mohammad Farhat Ali et al [2] đã tóm tắt 4 phương pháp dùng để tách kim loại khỏi dầu thô: phương pháp vật lý bao gồm chưng cất, chiết bằng dung môi, lọc; phương pháp hóa học bằng cách sử dụng các dung dịch khác nhau như các acid, các hợp chất chloride, các bazơ của các kim loại kiềm và kiềm thổ cùng với các hợp chất tạo phức chứa nitơ; hydro hóa xúc tác để loại bỏ các hợp chất chứa N, S, O cũng như loại bỏ các kim loại trong dầu thô; sử dụng các chất gây thụ động kim loại gồm một thành phần như là Sb, Sn, Bi và hai thành phần như Sb-Sn, Sb-Bi, Sb-Re nhằm làm giảm ảnh hưởng của các kim loại Ni và V.
Chevron Reaseach Co. dùng các tác nhân tạo phức đa chức năng đa thành phần như EDTA, diethylenetriamine pentaacetic acid, N- (hydroxyethyl) ethylenediamido triacetic acid và các muối của chúng để chiết các kim loại nặng từ phần cặn dầu chưng cất chân không ở pH = 4,5 kết quả là 99% Ca, 35% Fe, 4% Ni và 3% V được loại bỏ [7].
Theo nghiên cứu của D.L.Rollmann [8] dùng nước để tách kim loại ở 232oC và S trong trường hợp này lần lượt là 12%, 13% và 5%. Khi sử dụng nước chứa 0,7% NH3 loại bỏ được 26% Ni, 20% V và 14% S.
Cuối năm 2014 Nhà máy Lọc dầu Dung Quất đã thử nghiệm các giải pháp được đề ra từ nhà cung cấp hóa chất NALCO: đầu tiên sử dụng hệ hóa phẩm EC2472A khử nhũ tương; tiếp đó dùng EC2600A - loại bỏ chất rắn, kim loại như một phần của chất rắn; cuối cùng dùng hóa phẩm EC9239A - đảo nhũ, tách dầu ra khỏi nước biển. Giải pháp này tận dụng được dầu từ bề mặt chất rắn trong các tình huống dầu thô với hàm lượng chất rắn cao, hàm lượng kim loại lớn. Quá trình tách kim loại Fe, Ni, V và Ca ở ngay giai đoạn desalter đã tiết kiệm chi phí xúc tác.
Trong nghiên cứu này, nhóm tác giả đánh giá việc loại bỏ các kim loại Fe, Ni, Ca và V từ dầu thô bằng phương pháp chiết với các dung dịch chelate là diacid hữu cơ, các hydroxy acid, hydroxy amide và ankyl hydroxamic để tách các kim loại Fe, Ni, Ca và cả V. Từ kết quả nghiên cứu đánh giá khả năng chiết từng kim loại của các chelate đơn thành phần tìm ra hệ chelate đa thành phần để chiết có hiệu quả đồng thời các kim loại Fe, Ni, Ca, V và Na ra khỏi dầu. Ngoài ra, các chelate sử dụng có khả năng tạo phức mạnh hoặc tạo muối với các kim loại nên có khả năng chiết kim loại, đồng thời là các hợp chất thân thiện với môi trường, nhằm tránh khỏi ngộ độc thứ cấp khi thải ra môi trường.
Mặt khác các chelate sử dụng là các hợp chất hữu cơ đa chức tương hợp với dầu nhưng lại tan tốt trong nước, có khả năng hoạt động bề mặt dạng anion và không ion nên có thể đưa hệ hóa phẩm chelate vào ngay từ giai đoạn khử muối nước trong thiết bị desalter để giảm hàm lượng kim loại V, Ni, Fe, Ca trong dầu. Hơn nữa, khi tách kim loại ở giai đoạn khử muối nước sẽ tránh khỏi việc lắp thêm hệ thiết bị.
2. Thực nghiệ
2.1. Chuẩn bị dung dịch chiết và mẫu dầu
Hệ các dung dịch chiết gồm acid oxalic 5%, acid citric 5%, acid lactic 5%, diethanolamine 5%, acid ethyl hydroxamic 5%.
3 mẫu dầu thô được lấy từ Nhà máy Lọc dầu Dung Quất, ký hiệu là mẫu 15 SC5A-401, 15 SC5A-402 và 15 SC5A-403.
2.2. Quy trình tách kim loại gây ngộ độc xúc tác FCC từ dầu thô
Cân chính xác 20g mỗi mẫu dầu cho vào bình cầu 100ml, sau đó thêm 30ml dung dịch chelate nồng độ 5%, lắp sinh hàn hồi lưu. Hỗn hợp được khuấy bằng máy khuấy từ với tốc độ khuấy 400 vòng/phút, thời gian khuấy 3 giờ ở 35oC. Sau khi kết thúc khuấy và gia nhiệt, tách nhanh phần dịch chiết để phân tích định lượng hàm lượng các kim loại.
Dung dịch chiết được đo để xác định hàm lượng kim loại được tách ra bằng phương pháp FAAS. Trong khi đó, tiếp tục khuấy mẫu dầu với nước cất để loại bỏ hoàn toàn các dung dịch tạo phức cũng như phần kim loại được tách ra. Mẫu dầu được xác định hàm lượng kim loại còn lại bằng phương pháp ICP.
2.3. Các phương pháp phân tích hàm lượng kim loại trước và sau khi chiết kim loại
Dịch chiết được xác định hàm lượng các kim loại Fe, Ni, Ca, Na bằng phương pháp quang phổ hấp thụ nguyên tử detector ngọn lửa (F-AAS), tại Trung tâm Phân tích Môi trường và Phát triển bền vững, Trường Đại học Khoa học Tự nhiên, Đại học Quốc gia Hà Nội.
Thành phần các kim loại Fe, Ni, Ca, Na và V trong mẫu dầu trước và sau khi tách kim loại được xác định bằng phương pháp ICP tại Trung tâm Nghiên cứu Phát triển và Chế biến Dầu khí, Viện Dầu khí Việt Nam.
3. Kết quả và thảo luận
3.1. Nghiên cứu chiết kim loại Fe, Ni, Ca, Na trong dầu thô bằng diacid hữu cơ - acid oxalic
Kim loại ngộ độc được tách ra dưới dạng muối và phức hòa tan. Hàm lượng kim loại được tách trong 1g dầu được tính toán dựa vào kết quả từ phương pháp F-AAS.
Theo nghiên cứu của Se In Cho, Xin Pu, acid oxalic là acid hiệu quả nhất trong việc loại bỏ các kim loại nặng V, Ni, Fe ra khỏi xúc tác FCC thải [9 - 11]. Ngoài ra, acid oxalic là diacid, chúng tan tốt trong nước và có khả năng tạo muối và phức tốt với các kim loại.
 |
Hình 2. Cấu trúc của acid oxalic
 |
Bảng 1. Thành phần kim loại trong dung dịch chiết bằng acid oxalic
Kết quả Bảng 1 cho thấy hàm lượng các kim loại ngộ độc được chiết ra từ 3 mẫu dầu thô được nghiên cứu ở hai nhiệt độ khác nhau là 25oC và 35oC. Hàm lượng Fe, Ni, Ca và Na được tách ra ở 35oC cao hơn đáng kể so với 25oC. Ở 35oC dầu ở dạng lỏng nên việc chiết bằng dung dịch chelate sẽ hiệu quả. Tuy nhiên nghiên cứu này mới thực hiện ở áp suất khí quyển, phản ứng không thực hiện ở nhiệt độ cao do tránh sự bay hơi của các sản phẩm nhẹ và sự oxy hóa của dầu. Kết quả đạt được khoảng 3,5ppm Fe, 5,2ppm Ni, 17ppm Ca và 18ppm Na được tách ra ở 35oC. Ở 25oC việc tách kim loại Ni, Fe, Ca và Na đạt hiệu quả thấp hơn do dầu chưa ở trạng thái chảy lỏng dung dịch tạo phức khó tương tác nên hiệu quả thấp, vì vậy các nghiên cứu sau thực hiện chiết kim loại chỉ ở nhiệt độ 35oC.
3.2. Nghiên cứu chiết kim loại Fe, Ni, Ca và Na trong dầu bằng các hợp chất hydroxy acid
Hydroxy acid là một hợp chất hữu cơ chứa một hoặc nhiều nhóm acid carboxylic và nhóm hydroxy. Đây là những hợp chất có thể đóng vai trò như các hợp chất hoạt động bề mặt không ion và các chất hoạt động bề mặt anion do các nhóm hydroxy và nhóm acid carboxylic vẫn còn các cặp điện tử chưa tham gia liên kết. Các cặp điện tử này có khả năng tạo chelate với Ni, Fe, Ca và tạo muối với Na.
3.2.1. Nghiên cứu chiết kim loại Fe, Ni, Ca và Na trong dầu thô bằng dung dịch acid citric
Acid citric có 3 nhóm acid carboxylic và 1 nhóm hydroxy, có khả năng tạo thành phức tốt với các kim loại nặng như Fe và Ni (pK Fe-Acid citric = 11,85).
 |
Hình 3. Cấu trúc của acid citric
Khi chiết bằng dung dịch acid citric, lượng kim loại Na và Ni được tách ra hiệu quả cao hơn so với chiết bằng dung dịch acid oxalic, khoảng 20,64ppm Na và 5,85ppm Ni được loại bỏ, có thể acid citric có nhiều nhóm carboxylic nên chúng có khả năng tạo phức và muối tốt hơn. Trong đó, hàm lượng Fe và Ca loại bỏ đạt được lần lượt 2,91ppm và 12,87ppm.
3.2.2. Nghiên cứu chiết kim loại Fe, Ni, Ca và Na trong dầu thô bằng dung dịch acid lactic
Acid lactic là alpha hydroxy acid, có pKa = 3,86, không dễ bay hơi và có thể trộn lẫn hoàn toàn với nước. Chúng đã được dùng trong nhiều quá trình chiết các hợp chất độc hại như toxaphene hay các kim loại nặng trong đất [12].
 |
Hình 4. Cấu trúc của acid lactic
Hàm lượng kim loại Na và Ca được chiết ra bằng dung dịch acid lactic cao hơn so với các dung dịch chiết acid oxalic, acid citric, với 18,54ppm Ca và 19,77ppm Na được loại bỏ. So với dung dịch acid oxalic và acid citric thì dung dịch acid lactic chiết kim loại Ni, Fe yếu hơn.
3.3. Nghiên cứu chiết kim loại Fe, Ni, Ca và Na trong dầu thô bằng hợp chất diethanolamine
Diethanolamine có các cặp điện tử chưa liên kết ở các nguyên tử N và O, chúng có thể tham gia quá trình chelate hóa thông qua cặp O-O và O-N.
 |
Hình 5. Cấu trúc của diethanolamine
 |
Bảng 2. Thành phần kim loại trong dung dịch chiết bằng acid citric
|
|

Bảng 3. Thành phần kim loại trong dung dịch chiết bằng acid lactic
 |
Bảng 4. Thành phần kim loại ngộ độc trong dung dịch chiết bằng diethanolamine
 |
Bảng 5. Thành phần kim loại trong dung dịch chiết bằng acid ethyl hydroxamic
 |
Bảng 6. Tỷ lệ thể tích thành phần hỗn hợp các dung dịch chiết acid oxalic 5 , acid citric 5 và acid lactic 5
Kết quả Bảng 4 cho thấy, khi sử dụng dung dịch chelate diethanolamine hiệu quả tách Fe, Ni ở trong 3 mẫu dầu là nhỏ hơn nhiều so với các dung dịch chiết khác, do diethanolamine có thể có khả năng tạo phức với các kim loại nhưng khó tan vào nước hơn so với các chelate chứa nhóm acid carboxylic và nhóm hydroxy. Các kim loại Ca và Na được tách ra đáng kể, kết quả này phù hợp với nghiên cứu của Chervon Research Co. [7] khi 99% Ca, 4% Ni và 3% V được loại bỏ.
3.4. Nghiên cứu chiết kim loại Fe, Ni, Ca và Na trong dầu thô bằng hợp chất acid ethyl hydroxamic
Acid ethyl hydroxamic có nguyên tử N, O còn cặp điện tử chưa liên kết có thể tham gia vào quá trình chelate hóa thông qua các cặp O-O và O-N. Vì vậy, chúng đóng vai trò như phối tử nhiều càng thông qua nhóm amino, hydroxy và nhóm amide.
 |
Hình 6. Cấu trúc acid ethyl hydroxamic
Với dung dịch chiết acid ethyl hydroxamic, hàm lượng các kim loại Ni, Fe, Ca và Na được tách ra nhỏ hơn so với các dung dịch trước. Lượng Fe và Ni được loại bỏ chỉ đạt lần lượt 1,47ppm và 2,22ppm (Bảng 5). Ca và Na được tách ra với hàm lượng tương tự với các chelate diacid và hydroxy acid.
3.5. Nghiên cứu chiết kim loại Fe, Ni, Ca và Na trong dầu thô bằng hỗn hợp acid oxalic, acid citric và acid lactic
Kết quả chiết kim loại ngộ độc trong dầu thô bằng các dung dịch chelate riêng biệt cho thấy acid oxalic thích hợp cho việc chiết Fe, acid citric lại tốt cho việc tách kim loại Ni và Na, acid lactic hiệu quả trong việc loại bỏ các kim loại Fe, Ni, Na và Ca. Vì vậy nghiên cứu tiếp theo là đánh giá hiệu quả chiết đồng thời các kim loại bằng hệ dịch chiết đa thành phần chứa các chelate acid oxalic - acid citric - acid lactic với tỷ lệ khác nhau.
3.5.1. Nghiên cứu thành phần hỗn hợp các dung dịch chiết acid oxalic, acid citric và acid lactic trong chiết kim loại Fe, Ni, Ca và Na trong dầu thô (Bảng 6)
3.5.2. Nghiên cứu chiết kim loại Fe, Ni, Ca và Na trong dầu thô bằng hỗn hợp acid oxalic, acid citric và acid lactic
Kết quả phân tích hàm lượng kim loại Fe, Ni, Ca và Na bằng phương pháp F-AAS với 3 hệ dịch chiết 1, 2 và 3 được thể hiện trong Bảng 7. Với hệ dịch chiết đa thành phần hiệu quả chiết các kim loại Fe, Ni, Ca và Na cao hơn đáng kể so với từng dung dịch chelate riêng biệt, khi 3,84ppm Fe, 5,68ppm Ni, 22,35ppm Ca và 23,61ppm Na được loại bỏ với hệ dịch chiết 2. Hệ dịch chiết 3 với thành phần acid citric cao nhất, lượng Ni và Na được tách ra đáng kể là 6,18ppm Ni và 24,79ppm Na. Hàm lượng kim loại Fe, Ni, Ca và Na được tách ra khi sử dụng hệ dịch chiết 1 cao hơn so với các hệ dịch chiết 2 và 3, khi 3,91ppm Fe, 6,42ppm Ni, 23,85ppm Ca và 25,87ppm Na được loại bỏ. Đối với hệ dịch chiết đa thành phần các dung dịch chelate hỗ trợ lẫn nhau trong quá trình chiết kim loại từ dầu thô và các cặp điện tử tự do trên các nhóm hydroxy và cacbonyl tham gia vào tạo phức với các kim loại, trong khi các gốc carboxylic tạo muối mạnh với các kim loại Ca và Na.
 |
Bảng 7. Thành phần kim loại trong các hệ dung dịch chiết bằng acid oxalic, acid citric và acid lactic
 |
Bảng 8. Thành phần các kim loại trong mẫu dầu thô ban đầu
 |
Bảng 9. Thành phần các kim loại còn lại trong mẫu dầu được tách kim loại
3.6. Phương pháp ICPxácđịnhhàmlượng kimloại Fe, Ni, V, Ca và Na trong mẫu dầu trước và sau khi chiết kim loại bằng hệ dịch chiết 1
Ba mẫu dầu đã được chiết kim loại Fe, Ni, V, Ca và Na bằng hệ chelate đa thành phần theo tỷ lệ acid oxalic : acid citric : acid lactic là 3:2:1.
Bằng phương pháp phân tích ICP xác định hàm lượng các kim loại Fe, Ni, V, Ca và Na trước và sau khi chiết kim loại bằng hệ dịch chiết 1 được thể hiện trong Bảng 8 và 9.
Từ kết quả ICP cho thấy đối với mẫu 15 SC5A-401, sau khi xử lý hàm lượng Ni giảm khoảng 46%, hàm lượng V và Fe giảm mạnh nhất lần lượt là 51% và 66%.
Trong khi đó, các mẫu 15 SC5A-402 và 15 SC5A-403 cũng đạt kết quả tương tự khi hàm lượng các kim loại nặng Fe, Ni, V được tách ra là đáng kể từ 45 - 60%. Lý do có thể giải thích cho hiệu quả của hỗn hợp là khả năng tạo muối hoặc tạo phức tốt của các kim loại với các dung dịch chiết. Kim loại Na và Ca thường ở dạng dễ dàng tạo muối với các dung dịch chiết, hàm lượng của chúng được tách ra đạt giá trị cao.
Khi các kim loại ở dạng ion rất dễ tách trong giai đoạn khử muối nước trong thiết bị desalter. Tuy nhiên, các kim loại nặng như Fe, Ni và V thường tồn tại trong dầu thô dưới dạng porphyrinic và nonporphyrinic. Ngoài ra, Fe, Ni và V ở trong dầu thô thường tích tụ trong asphaltenes dưới dạng các hợp chất porphyrin (Hình 7). Khối lượng mol phân tử của các hợp chất này nằm trong khoảng từ 420 - 520, từ C27N4-C33N4, vì vậy phải sử dụng các hệ chelate mạnh để tách các kim loại này.
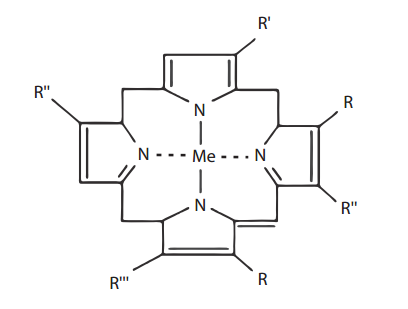 |
Hình 7. Cấu trúc của phức porphyrin với kim loại chuyển tiếp (Me = V, Fe, Ni)
Hỗn hợp acid oxalic, acid citric và acid lactic có thể tạo phức, tạo muối mạnh với các kim loại Fe, Ni, V và Ca. Tuy nhiên, do kim loại tồn tại dưới dạng phức porphyrin rất bền vững nên rất khó có thể kéo toàn bộ kim loại.
Kết quả nghiên cứu cho thấy, các hợp chất hữu cơ đa acid, hydroxy acid là các chelate mạnh có thể sử dụng trực tiếp ngay từ giai đoạn khử muối nước trong thiết bị desalter để tách các kim loại gây ngộ độc xúc tác FCC. Đây là những hệ chelate thân thiện môi trường, tương tác với kim loại, dễ tan trong nước, có tính hoạt động bề mặt anion và không ion và có khả năng phá nhũ tương nước/dầu.
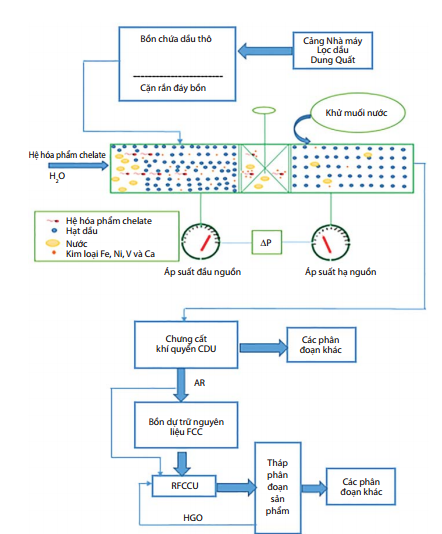 |
Hình 8 đưa ra mô hình đề xuất minh họa quá trình chiết kim loại từ giai đoạn khử muối nước trong thiết bị desalter.
Lời cảm ơn
Nghiên cứu này được thực hiện theo đề tài
hợp tác giữa Trường Đại học Khoa học Tự nhiên - Đại học Quốc gia Hà Nội
với Tập đoàn Dầu khí Việt Nam. Nhóm tác giả xin chân thành cảm ơn sự
cộng tác và giúp đỡ của ông Đinh Văn Ngọc và ông Phạm Văn Chất - Công ty
TNHH Một thành viên Lọc hóa dầu Bình Sơn.
4. Kết luận
- Đã nghiên cứu và tìm ra hệ chelate đa thành phần gồm acid lactic, acid oxalic và acid citric để tách các kim loại Fe, Ni, V, Ca và Na từ dầu thô. Kết quả phân tích hàm lượng kim loại Fe, Ni, Ca và Na được tách ra khỏi dầu bằng phương pháp F-AAS chỉ ra 3,91ppm Fe, 6,42ppm Ni, 23,85ppm Ca và 25,87ppm Na được loại bỏ.
- Bằng phương pháp phân tích ICP xác định hàm lượng các kim loại Fe, Ni, V, Ca và Na trước và sau khi chiết kim loại bằng hệ chelate hỗn hợp theo tỷ lệ acid oxalic : acid citric : acid lactic là 3:2:1, hàm lượng các kim loại nặng Fe, Ni, V được tách ra là đáng kể từ 45 - 60%; hàm lượng Ca và Na được tách ra khoảng 80% và 75%.
- Đã đưa ra mô hình đề xuất minh họa quá trình chiết kim loại từ giai đoạn khử muối nước trong thiết bị desalter sử dụng hệ chelate thân thiện môi trường, tương tác với kim loại, dễ tan trong nước, có tính hoạt động bề mặt anion và không ion và có khả năng phá nhũ tương nước/dầu.
Tài liệu tham khảo
1. Trần Văn Trí, Nguyễn Hoài Thu, Nguyễn Hữu Lương, Lê Phúc Nguyên. Nghiên cứu phát triển phương pháp giảm hoạt tính xúc tác theo quy trình cấy kim loại tuần hoàn nhằm giả lập xúc tác cracking cân bằng của Nhà máy Lọc dầu Dung Quất. Tạp chí Dầu khí. 2015; 11: trang 35 - 42.
2. Mohammad Farhat Ali, Saeed Abbas. Areviewofmethodsfor the demetallization of residual fuel oils. Fuel Processing Technology. 2006; 87(7): p. 573 - 584.
3. P.K.Eidem. Reducing the metals content of petroleum feedstocks. U.S Patent No. 4752382. Assignee: Chevron Research Company, San Francisco, California. Jun 21, 1988.
4. S.G.Kukes, A.W.Aldag. Chemical demetalation of heavy oils. Preprints - American Chemical Society, Division of Petroleum Chemistry. 1985; 30 (1): p. 119 - 129.
5. K.Welter, E.Salazar, Y.Balladores, O.P.Márquez,J.Márquez, Y.Martínez. Electrochemical removal of metals from crude oil samples. Fuel Processing Technology. 2009; 90(2): p. 212 - 221.
6. Hui Shang, Yu Liu, Jin-Chun Shi, Quan Shi, Wen-Hui Zhang. Microwave- assisted nickel and vanadium removal from crude oil. Fuel Processing Technology. 2016; 142: p. 250 - 257.
7. Chevron Research Co. Demetalation of heavy hydrocarbon oils. Jpn. Kokai Tokyo Koho JP 63 61,087, US Appl, 901344, 28. Assigned to Chevron Research Co., US. 1986.
8. D.L.Rollmann, D.E.Walsh. Visbreaking process for demetalation and desulfurization of heavy oil. US Patent 4203830. Mobil Oil Croporation. 1980.
9. Garima Chauhuan, K.K.Pant, K.D.P.Nigam. Conceptual mechanism and kinetic studies of chelateing agent assisted metal extraction process from spent catalyst. Journal of Industrial and Engineering Chemistry. 2015; 27: p. 373 - 383.
10. Se In Cho, Kwang Seop Jung, Seong Ihl Woo. Regeneration of spent RFCC catalyst irreversibly deactivated by Ni, Fe, and V contained in heavy oil. Applied Catalysis B: Environmental. 2001; 33(3): p. 249 - 261.
11. Xin Pu, Jin-ning Luan, Li Shi. Reuse of spent FCC catalyst for removing trace olefins from aromatics. Bulletin of the Korean Chemical Society. 2012; 33(8): p. 2642 - 2646.
12. Bhargavi Surbramanian, Vasuadenvan Namboodiri, Amid P.Khodadoust, Dionysios D.Dionysious. Extraction of pentachlorophenol from soils using environmentally benign lactic acid solutions. Journal of Hazardous Materials. 2010; 174(1 - 3): p. 263 - 269.
Study of the possible removal of metals (Fe, Ni, V, Ca and Na) contaminating FCC catalyst in crude oil desalting process
Tran Thi Nhu Mai (1), Nguyen Van Manh (1), Giang Thi Phuong Ly (2) Nguyen Thi Minh Thu (1), Nguyen Thanh Binh (1), Luu Van Bac (1) Nguyen Huu Luong (3), Vu Duy Hung (4), Le Trung Hau (4)
1. Ha Noi University of Science, VNU
2. Hanoi University of Science and Technology
3. Vietnam Petroleum Institute
4. Binh Son Refining and Petrochemical Company Limited
Email: maitrannhu@yahoo.com
Summary
Crude oil contains trace amounts of vanadium, iron, calcium and nickel (V, Fe, Ca and Ni), usually in oil-soluble form. These metals agglomerate in the residual fuel oil fractions, which are feedstock for the RFCC unit. During the cracking process, the metals accumulate on the FCC catalyst, decreasing the catalytic activity and changing the physicochemical properties of fuels. This paper illustrates the performance of the removal of Fe, Ni, Ca and V from crude oil by extraction method with organic diacid system and hydroxyl acid. The results obtained from atomic absorption spectroscopy (AAS) show that the mixture of lactic acid, oxalic acid and citric acid has good performance in removing contaminated metals, with 3.91ppm of Fe, 6.42ppm of Ni, 23.85ppm of Ca and 25.87ppm of Na being removed. In addition, the results from the inductively coupled plasma method (ICP) reveal that the removal of Ni, V, Fe, Ca and Na were 46%, 51%, 66%, 85% and 78% respectively.
Key words: Chelate, crude oils, removal of metals.