Mô phỏng quá trình xử lý lưu huỳnh nguyên liệu LCO nhà máy Lọc dầu Dung Quất.
Nghiên cứu tiến hành mô phỏng quá trình xử lý lưu huỳnh nguyên liệu LCO của Nhà máy Lọc dầu Dung Quất bằng phần mềm mô phỏng Unisim Design. Quá trình mô phỏng sử dụng các thông số động học của 44 cấu tử chứa lưu huỳnh và dựa trên các điều kiện, các thông số vận hành thực tế (lưu lượng, nhiệt độ và áp suất) của Phân xưởng xử lý LCO bằng hydro (LCO-HDT), Nhà máy Lọc dầu Dung Quất. Các phản ứng Hydrodesulfurization (HDS) được thực hiện trong thiết bị Plug Flow Reactor (PFR). Kết quả thu được từ mô hình HDS-PFR được nhóm tác giả so sánh với kết quả thu được từ gói mô phỏng HDS-ASPEN và kết quả vận hành thực tế của Phân xưởng LCO-HDT, Nhà máy Lọc dầu Dung Quất.
Từ khóa: Mô phỏng, HDS, LCO, mô hình HDS-LCO, Phân xưởng LCO Hydrotreater, Nhà máy Lọc dầu Dung Quất.
1. Giới thiệu
Hydrodesulfurization (HDS) là quá trình hóa học có sử dụng xúc tác để loại bỏ các tạp chất, chủ yếu là các hợp chất chứa lưu huỳnh trong xăng, kerosen, diesel, dầu FO và nguyên liệu cho các quá trình refoming xúc tác. Mục đích của việc loại bỏ các hợp chất chứa lưu huỳnh là tránh ngộ độc xúc tác trong các quá trình chế biến hóa học, giảm thiểu ăn mòn thiết bị, giảm SO2 phát thải do quá trình đốt cháy của các loại nhiên liệu trong động cơ, lò đốt [7].
Quá trình HDS trong nhà máy lọc dầu là một phần của quá trình xử lý làm sạch nguyên liệu, sản phẩm của nhà máy lọc dầu bằng hydro (hydrotreating). Trong đó, xảy ra một loạt các phản ứng khác nhau như: hydrodesulfurization (HDS), hydrodenitrogenation (HDN), hydrodeoxygenation (HDO), hydrodemetallization (HDM), hydrogenation (HDY và HDA), phản ứng hydrocracking, phản ứng ngưng tụ tạo cốc [2, 7, 10].
Phân xưởng LCO-HDT của Nhà máy Lọc dầu Dung Quất là phân xưởng xử lý nguyên liệu chủ yếu là phân đoạn LCO từ phân xưởng RFCC. Sản phẩm chính là dòng LCO đã được xử lý để đem phối trộn thành diesel thương phẩm và phân đoạn naphtha, khí ngọt (sweet gas) [10].
Unisim Design là phần mềm mô phỏng các quá trình trong công nghệ hóa học và công nghệ lọc hóa dầu, có cơ sở dữ liệu phong phú, các mô hình động lực học và mô hình thiết bị phản ứng, các công cụ tính toán tính chất vật lý, cân bằng lỏng hơi, cân bằng vật chất và cân bằng năng lượng. Unisim Design phù hợp cho việc nghiên cứu, thiết kế và tối ưu hóa các quá trình công nghệ [1]. Trong nghiên cứu này, nhóm tác giả sử dụng phần mềm Unisim Design để mô phỏng quá trình xử lý lưu huỳnh nguyên liệu LCO của Nhà máy Lọc dầu Dung Quất.
2. Phương pháp
Các đặc trưng của nguyên liệu và thông số vận hành cơ bản thể hiện tại Bảng 1 và 2.
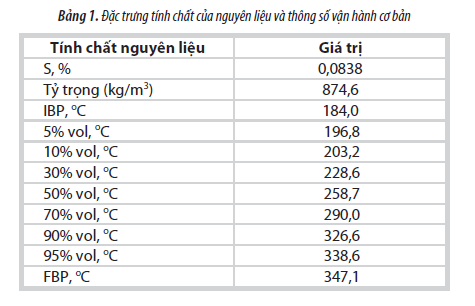 |
| Bảng 1. Đặc trưng tính chất của nguyên liệu và thông số vận hành cơ bản |
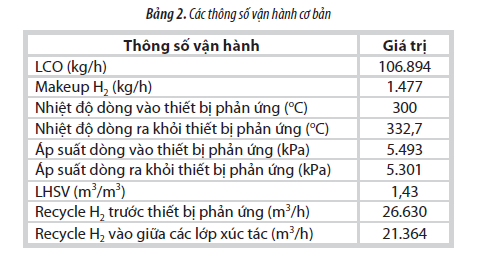 |
| Bảng 2. Các thông số vận hành cơ bản |
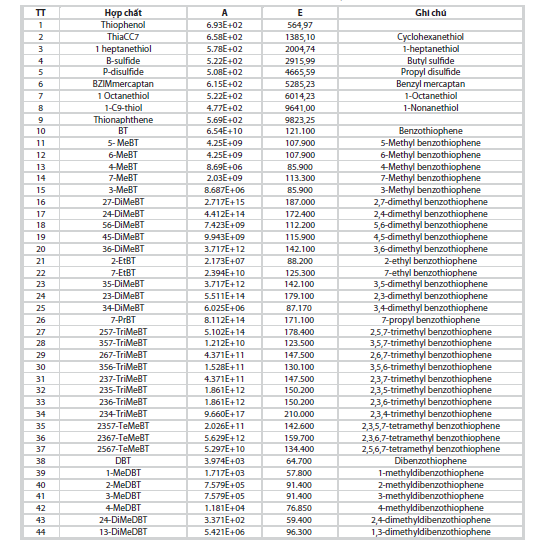 |
| Bảng 3. Thông số động học của các cấu tử chứa lưu huỳnh |
Quá trình HDS được thực hiện trong 3 thiết bị PFR1, PFR2, PFR3 để mô phỏng 3 tầng xúc tác cố định của thiết bị phản ứng HDS thực tế của Phân xưởng LCO-HDT của Nhà máy Lọc dầu Dung Quất. Trong đó, sử dụng 44 cấu tử chứa lưu huỳnh đại diện cho các hợp chất chứa lưu huỳnh trong nguyên liệu LCO. Các cấu tử chứa lưu huỳnh đã sử dụng và các thông số động học [3 - 9, 11] được thể hiện trong Bảng 3.
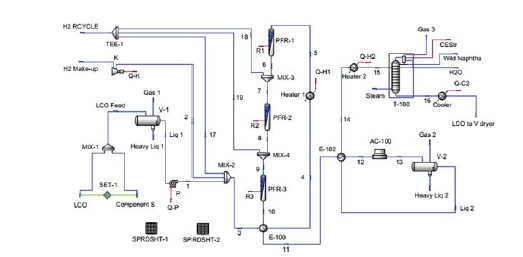
Mô hình HDS-PFR có lưu trình PFD được thể hiện trong Hình 1.
 |
|
Hình 1. PFD mô hình HDS-PFR |
3. Kết quả và thảo luận
Kết quả mô phỏng của mô hình HDS-PFR, đã nhận được hàm lượng lưu huỳnh trong LCO sản phẩm (S-LCO product (ppm)), so sánh với các kết quả thu được với cùng điều kiện dòng nguyên liệu và các thong số vận hành từ gói mô phỏng HDS-ASPEN và kết quả vận hành thực tế của Phân xưởng LCO-HDT của Nhà máy Lọc dầu Dung Quất, được thể hiện trong Bảng 4.
 |
 |
| Bảng 4. So sánh kết quả tính hàm lượng lưu huỳnh tổng nhận được từ mô hình HDS-PFR, gói mô phỏng HDS-ASPEN và kết quả vận hành thực tế | Bảng 5. Bảng so sánh ảnh hưởng của S-LCO product theo LHSV |
3.1. Nghiên cứu ảnh hưởng của các thông số công nghệ
3.1.1. Ảnh hưởng của tốc độ thể tích nạp liệu (LHSV)
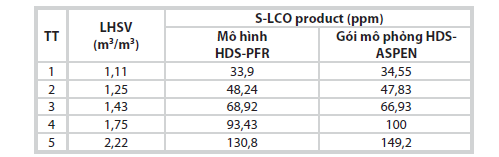
Kết quả tính hàm lượng lưu huỳnh tổng thu được từ mô hình HDS-PFR và gói mô phỏng HDS-ASPEN được thể hiện trong Bảng 5, với cùng thành phần nguyên liệu dòng vào.
Từ số liệu Bảng 5 lập được biểu đồ so sánh S-LCO product theo LHSV của mô hình HDS-PFR và gói mô phỏng HDS-ASPEN. 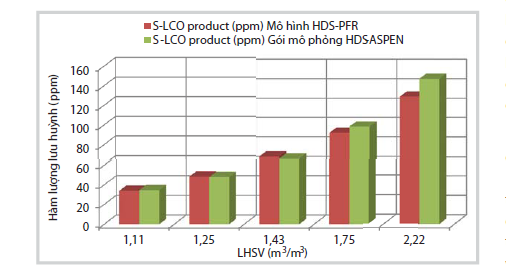 |
| Hình 2. So sánh ảnh hưởng của S-LCO product theo LHSV |
Từ biểu đồ Hình 2, nhận thấy tốc độ nạp liệu có ảnh hưởng đến S-LCO product. LHSV càng cao thì S-LCO product càng cao, do thời gian lưu của chất phản ứng trên bề mặt xúc tác giảm đi. Tăng nhiệt độ của lò phản ứng sẽ bù lại được ảnh hưởng này.
Nguyên liệu càng nặng, nguyên liệu chứa nhiều các hợp chất dị nguyên tố phải thực hiện quá trình HDS ở tốc độ nạp liệu càng nhỏ. Để sản phẩm có độ sạch cao thì phải điều chỉnh tốc độ nạp liệu phù hợp [7].
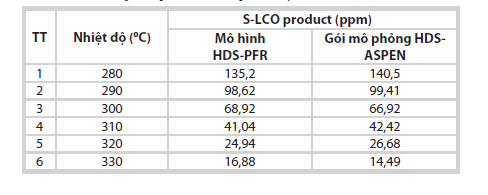 |
| Bảng 6. Bảng so sánh ảnh hưởng của S-LCO product theo nhiệt độ |
Giá trị LHSV trong Bảng 6 đã lập tương đương với Phân xưởng LCO-HDT của Nhà máy Lọc dầu Dung Quất vận hành ở 50 - 100% công suất thiết kế ban đầu. Tùy theo hàm lượng lưu huỳnh tổng trong dòng nguyên liệu có thể chọn công suất vận hành ở các LHSV cho phù hợp.
Phân xưởng LCO-HDT của Nhà máy Lọc dầu Dung Quất được thiết kế với công suất 165.000kg/h với hàm lượng lưu huỳnh tổng trong LCO nguyên liệu là 400ppm. Thực tế, do dòng nguyên liệu LCO từ RFCC và HGO từ CDU thấp nên phân xưởng LCO-HDT chỉ vận hành với 60% công suất thiết kế, tương đương với LHSV = 1,43 (m3/m3). Tuy nhiên, nếu dòng nguyên liệu LCO đảm bảo đủ cho phân xưởng LCO-HDT vận hành ở 100% công suất thiết kế, tương đương với LHSV = 2,22 (m3/m3) thì việc lựa chọn công suất vận hành của phân xưởng LCO-HDT cũng cần quan tâm đến hàm lượng lưu huỳnh tổng trong nguyên liệu LCO để có chất lượng sản phẩm đảm bảo các chỉ tiêu yêu cầu.
Biểu đồ Hình 2 cho thấy hàm lượng lưu huỳnh tổng trong dòng sản phẩm S-LCO product thu được từ mô hình HDS-PFR và gói mô phỏng HDS-ASPEN có giá trị khá gần nhau ở cùng một giá trị LHSV.
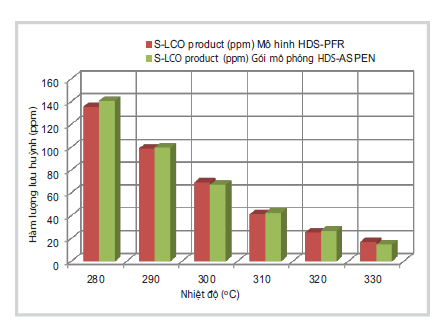
3.1.2. Ảnh hưởng của nhiệt độ.
Xét ảnh hưởng của nhiệt độ dòng nguyên liệu vào thiết bị phản ứng đến S-LCO product với cùng dòng nguyên liệu đầu. Từ kết quả thu được (Bảng 6), lập biểu đồ so sánh S-LCO product theo nhiệt độ của mô hình HDS-PFR và gói mô phỏng HDS-ASPEN (Hình 3).
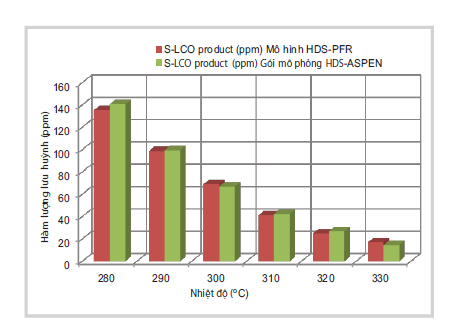 |
| Hình 3. So sánh ảnh hưởng của S-LCO product theo nhiệt độ |
Hình 3 cho thấy khi nhiệt độ dòng vào của thiết bị phản ứng tăng thì hàm lượng lưu huỳnh tổng trong sản phẩm sẽ giảm. Do các phản ứng của HDS gồm các phản ứng tỏa nhiệt mạnh, năng lượng hoạt hóa lớn, nên ở nhiệt độ cao các phản ứng sẽ xảy ra nhanh hơn. Nhưng do các phản ứng tỏa nhiệt mạnh nên nhiệt độ trong thiết bị phản ứng tăng rất nhanh. Cùng với sự tăng nhiệt độ dẫn đến tăng phản ứng phụ như phản ứng hydrocracking và phản ứng ngưng tụ dẫn đến sự bám cốc trên bề mặt xúc tác, làm giảm hoạt tính xúc tác và làm giảm chất lượng sản phẩm, hiệu quả kinh tế không cao.
Khi nhiệt độ đi ra từ thiết bị phản ứng đạt từ 410 - 420oC, các phản ứng phụ xảy ra rất mạnh, do đó phải lấy nhiệt để giảm nhiệt độ sau mỗi tầng xúc tác hoặc giảm nhiệt độ cuối quá trình. Ngoài ra, khi nhiệt độ cao còn làm xúc tác nhanh mất hoạt tính, giảm tuổi thọ sử dụng. Vì vậy, các thiết bị phản ứng thường được chia thành nhiều tầng xúc tác để dễ điều chỉnh nhiệt độ [7].
Hình 3 cũng cho thấy S-LCO product thu được từ mô hình HDS-PFR và gói mô phỏng HDS-ASPEN có giá trị khá gần nhau ở cùng một giá trị nhiệt độ.
3.1.3. Ảnh hưởng của áp suất.
Xét ảnh hưởng của áp suất dòng nguyên liệu vào thiết bị phản ứng đến hàm lượng lưu huỳnh tổng trong sản phẩm S-LCO product. Kết quả thu được từ mô hình HDS-PFR và gói mô phỏng HDS- ASPEN như Bảng 7.
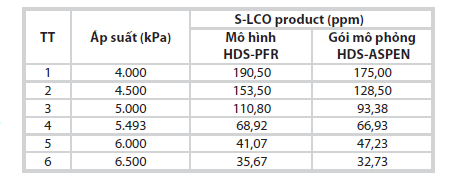 |
| Bảng 7. Bảng so sánh ảnh hưởng của S-LCO product theo áp suất |
Từ số liệu Bảng 7 lập được biểu đồ so sánh S-LCO product theo áp suất của mô hình HDS-PFR và gói mô phỏng HDS-ASPEN.
Áp suất ảnh hưởng rất lớn đến các phản ứng trong quá trình HDS. Hình 4 cho thấy khi tăng áp suất thì hàm lượng lưu huỳnh trong sản phẩm càng giảm, và sẽ làm phản ứng dịch chuyển theo chiều có lợi, giảm các phản ứng phụ. Tuy nhiên, do sự bão hòa của các phân tử trên bề mặt xúc tác có giới hạn, áp suất cũng chỉ nên ở một mức nhất định để làm giảm chi phí vận hành [7].
Hình 4 cho thấy S-LCO product thu được từ mô hình HDS-PFR và gói mô phỏng HDS-ASPEN có giá trị khá gần nhau ở cùng một giá trị áp suất.
 |
| Hình 4. So sánh ảnh hưởng của S-LCO product theo áp suất |
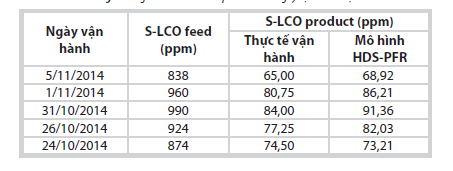 |
| Bảng 8. Bảng so sánh của S-LCO product theo ngày vận hành thực tế |
3.2. So sánh kết quả của mô hình HDS-PFR với kết quả vận hành thực tế của Phân xưởng LCO-HDT 024 của Nhà máy Lọc dầu Dung Quất.
Nhóm tác giả sử dụng các điều kiện của 5 ngày vận hành thực tế của Phân xưởng LCO-HDT 024 của Nhà máy Lọc dầu Dung Quất cho mô hình HDS-PFR, so sánh các kết quả S-LCO product thu được từ mô hình HDS-PFR với kết quả vận hành thực tế.
Từ số liệu Bảng 8 lập biểu đồ so sánh S-LCO product của mô hình HDS-PFR theo kết quả vận hành thực tế của Phân xưởng LCO-HDT 024 của Nhà máy Lọc dầu Dung Quất (Hình 5).
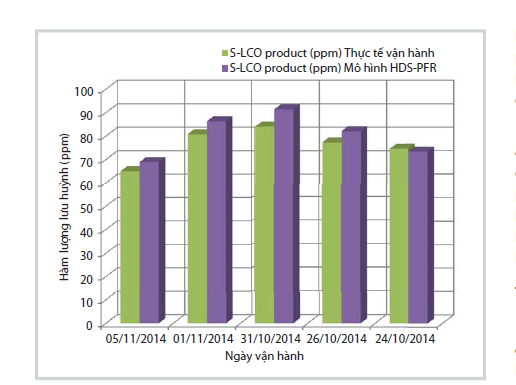 |
| Hình 5. So sánh kết quả S-LCO product theo mô hình HDS-PFR và ngày vận hành thực tế |
Kết quả so sánh cho thấy kết quả S-LCO product từ mô hình HDS-PFR khá gần với Gói mô phỏng HDS-ASPEN và đặc biệt khá phù hợp với số liệu vận hành thực tế của Phân xưởng LCO-HDT của Nhà máy Lọc dầu Dung Quất. Kết quả thực hiện trong mô hình HDS-PFR đáng tin cậy và có thể sử dụng mô hình này để nghiên cứu, tối ưu hóa công nghệ HDS phân đoạn LCO.
4. Kết luận.
Nhóm tác giả đã sử dụng thông số động học của 44 hợp chất chứa lưu huỳnh trong nguyên liệu LCO để thiết lập mô hình HDS-PFR với nguyên liệu LCO, phản ứng HDS được thực hiện trong thiết bị phản ứng PFR. Kết quả S-LCO product của mô hình PFR phù hợp với số liệu vận hành thực tế của Phân xưởng LCO-HDT 024 của Nhà máy Lọc dầu Dung Quất.
Nghiên cứu ảnh hưởng của nhiệt độ, áp suất và tốc độ thể tích nạp liệu (LHSV) đến hàm lượng lưu huỳnh tổng trong sản phẩm bằng mô hình HDS-PFR đã thiết lập. Các kết quả thu được phù hợp với kết quả nghiên cứu bằng gói mô phỏng HDS-ASPEN.
Tài liệu tham khảo
1. Nguyễn Thị Minh Hiền. Mô phỏng các quá trình cơ bản trong công nghệ hóa học. Nhà xuất bản Bách khoa Hà Nội. 2014.
2. Lê Văn Hiếu. Công nghệ chế biến dầu mỏ. Nhà xuất bản Khoa học và Kỹ thuật. 2006.
3. G.F.Froment, G.A.Depauw, V.Vanrysselberghe. Kinetics of the catalytic removal of the sulphur components from the light cycle oil of a catalytic cracking unit. Studies in Surface Science and Catalysis. 1997; 106: p. 83 - 97.
4. Gilbert F.Froment, Luis Carlos Castaneda-Lopez, Celia Marin-Rosas. Kinetic modeling of the hydrotreatment of light cycle oil and heavy gas oil using the structural contributions approach. Catalysis Today. 2008; 130(2 - 4): p. 446 - 454.
5. Georgina C.Laredo, Carlos M.Córtes. Kinetics of hydrodesulfurization of dimethyldibenzothiophenes in a gas oil narrow-cut fraction and solvent effects. Applied Catalysis A: General. 2003; 252(2): p. 295 - 304.
6. Jinwen Chen. Vapor-liquid equilibrium and its effects on trickle bed hydrotreating reactors. CanmetENERGY, Natural Resources Canada One Oil Patch Drive, Devon, AB T9G 1A8, Canada. 2010.
7. Jorge Ancheyta. Modeling and simulation of catalytic reactors for petroleum refining. Wiley & Sons, Inc. 2011.
8. Luis Carlos Castaneda-Lopez. Kinetic modeling of the hydrotreatment of light cycle oil/diesel. 2006.
9. Saeid Shokri, Mahdi Ahmadi Marvast, Mortezatajerian. Production of ultra low sulfur diesel: simulation and software development. Petroleum & Coal. 2007; 49(2): p. 48 - 59.
10. Vietnam Oil and Gas Group. Dung Quat RefineryProject, U024: LCO Hydrotreater. 2007.
11. Weixiang Zhao, Dezhao Chen, Shangxu Hu. Differential fraction-based kinetic model for simulating hydrodesulfurization process of petroleum fraction. Computers & Chemistry. 2002; 26(2): p.141 - 148.
Simulating the process of hydrodesulphfurisation (HDS) of light cycle oil (LCO) in Dung Quat refinery
Le Huu Ninh, Nguyen Thi Minh Hien, Nguyen Danh Quang; Diep Ngoc Thanh, Nguyen Trong Thai - Ha Noi University of Sicence and Technology
Summary
This research was conducted to simulate the process of LCO hydrodesulphurisation in Dung Quat refinery using UniSim Design. The simulation is based on the kinetics of 44 sulfur compounds and on conditions and parameters (mass flow rates, temperature and pressure readings) obtained from LCO Hydrotreater 024 of Dung Quat refinery. The HDS was carried out in the Plug Flow Reactor (PFR). The results obtained from the HDS-PFR model were compared with the operating results of LCO Hydrotreater 024 in Dung Quat refinery and the results obtained from the HDS-ASPEN model.
Key words: Simulation, HDS, LCO, HDS-LCO model, LCO Hydrotreater 024, Dung Quat refinery.